1. 製品名称:電鋳ジルコンコランダムシリーズ
2. 社内製品番号:A1101/A1102/A1103
3. 製品概要:
電鋳ジルコンコランダムシリーズの製品は英語の頭文字から構成された略語です。AZSはAl2O3-Zr02-Sio2の三元系状態図の三つの化学成分に基づき、その含有量順に配列しいるのです。Al 2 O 3はA、Zr 02はZ、Sio 2はSの 頭文字だけを取った略称です。中国国家標準(GB規格 )はこの略語法を採用して定義されています。例えば、No.33#の電鋳ジルコンコランダムれんがをAZS—33#との略称、No. 36#の電鋳ジルコンコランダムれんがAZS—36#との略称、No.41#の電鋳ジルコンコランダムれんがをAZS—41#との略称で表示しています。日本のAGC、フランスのサンゴバン(Saint-Gobain)、米国のモノフラックス(MONOFRAX)も各自の社内製品番号の管理方法がありますが、全体的に見ると、ジルコニアの含有量によって分類して対応できます。
電鋳ジルコンコランダムシリーズ(Fused Cast AZS Series)の製造プロセスでは、精選されたジルコンサンド(zircon sand)と工業用アルミナパウダーを適正な配合比で調合し、少量のNa2O(炭酸ナトリウムの形で添加)とB2O:(ホウ酸またはホウ素砂の形で添加)溶剤を加え、均一混合させて、1800~1900℃で溶融してから、鋳型に注入、成形させることによって、33% のZrO2電鋳れんがを得られます。これに加えて、成分を調整することで、一部の脱シリコンジルコニアを原料として添加すれば、36%~41%のZrO2を有する電鋳煉瓦が作ることができます。その岩相構造はコランダムとバッデレイ石(Baddeleyite)の共析体とガラス相からなり、晶相学から言って、コランダム相とバッデレイ石相の共析体であり、ガラス相はそれらの結晶の間に充填されています。
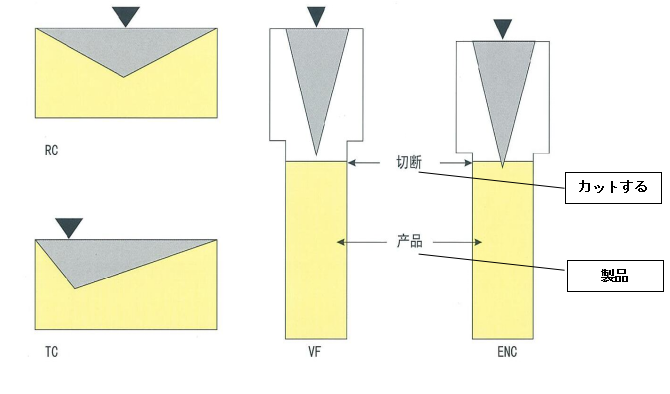
鋳込み方式に関する命名方法
(下表は中国の鋳込み(キャスティング)方式に関する命名方法です。各国のメーカーではそれぞれ自分の命名方式がありますが。通常の場合は、これで対応可能です。
|
符号 |
名称 |
特徴と用途 |
|
PT |
レギュラーキャスト Regular Cast |
通常の鋳込み方法です。製品中の鋳込み巣が鋳込み口(湯口)の下部に存在され、熔解槽の上部構造などの浸食が少ない(深刻でない)部位に多く使用されます。 |
|
QX |
チルトキャスト(傾斜鋳込み) Tilt Cast |
傾斜鋳込み方法です。製品中の鋳込み巣が下端部に傾向され(バイアスされ)、主に種がわらとして使用されます。 |
|
WS |
ボイドフリー Void Free |
電鋳れんがの鋳込み巣の部分を切除したボイドフリー製品です。主にスロート、ダムウオル、溶解槽の壁のコーナー部、サブぺーブなどの浸食が深刻な部位に使用されます。 |
|
ZWS |
エンドカット End Cut |
鋳込み巣のないボイドフリー方法と似て、鋳込み巣部分をほとんど切除した製品であり、主に種がわらとして使用されます。 |
鋳込み方法図
4.適用範囲
電鋳ジルコンコランダムシリーズ製品はガラス工業窯の内部構造(上部構造、ガラス溶融炉のガラス生地との接触部位及び煙道、フォーハウスなどを含む)に広く応用されています。
5.特徴
電鋳ジルコンコランダムシリーズ製品はガラス素地に対する優れた耐食性及び耐汚染性に非常に優れており、強い適応性、安定性およびコストパフォーマンスに優れた特徴を有しています。
6.物理化学指標
|
項 目 |
単位 |
指標 |
||||
|
33# |
36# |
41# |
||||
|
化学組成 |
Al2O3 |
% |
余剰量 |
|||
|
ZrO2 ≥ |
32 |
35 |
40 |
|||
|
Na2O |
≤ |
1.5 |
1.6 |
1.3 |
||
|
Fe2O3+TiO2+CaO+MgO +Na2O+K2O+B2O3 |
3 |
2.5 |
2.5 |
|||
|
SiO2 |
16 |
14 |
13 |
|||
|
Fe2O3+TiO2 |
0.3 |
0.3 |
0.3 |
|||
|
体積密度(緻密部分) |
≥ |
g/cm3 |
3.7 |
3.75 |
3.9 |
|
|
見掛け気孔率(緻密部分) |
≤ |
% |
2 |
1.5 |
1.3 |
|
|
静的耐ガラス侵食速度 |
≤ |
mm/24h |
1.6 |
1.5 |
1.3 |
|
|
(一般ソーダライムガラス |
||||||
|
ガラス相の初期析出温度 |
≥ |
℃ |
1400 |
1400 |
1400 |
|
|
気泡析出率 |
≤ |
% |
2 |
1.5 |
1 |
|
|
(一般ソーダライムガラス |
||||||
|
ガラス相の滲出量 |
% |
実測データを提供する |
||||
|
(1500℃ x 4h) |
||||||
|
熱膨張率(1000℃) |
% |
実測データを提供する |
||||
|
容積重
|
PT、QX |
g/cm3 |
3.4 |
3.45 |
3.55 |
|
|
ZWS |
3.65 |
3.75 |
3.85 |
|||
|
WS |
3.7 |
3.8 |
3.9 |
|||
|
注:容積重量のデータは単体重量が50 kg以上の製品に適用する。 |
||||||



